
Felfogó-tömb modul: egy az 50 EDGECAM újdonság közül
 EPLM a facebookon
EPLM a facebookon
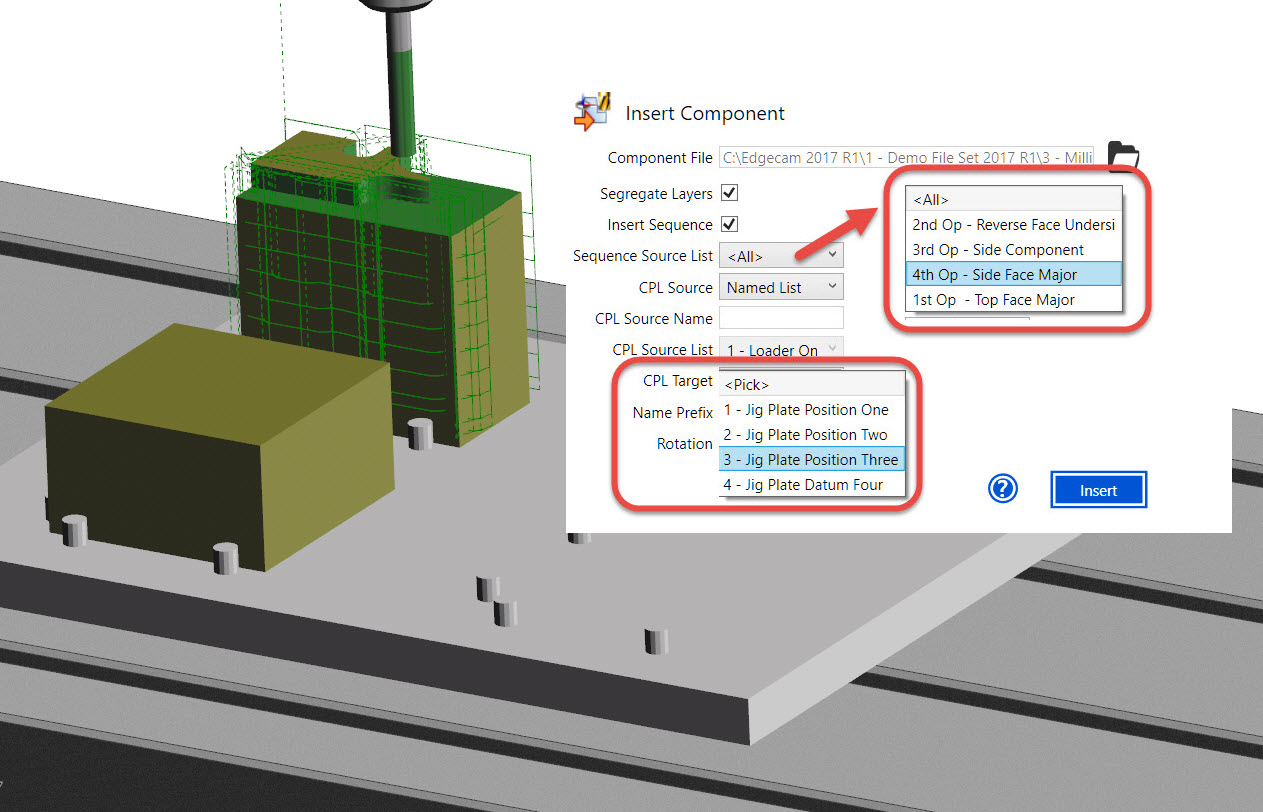
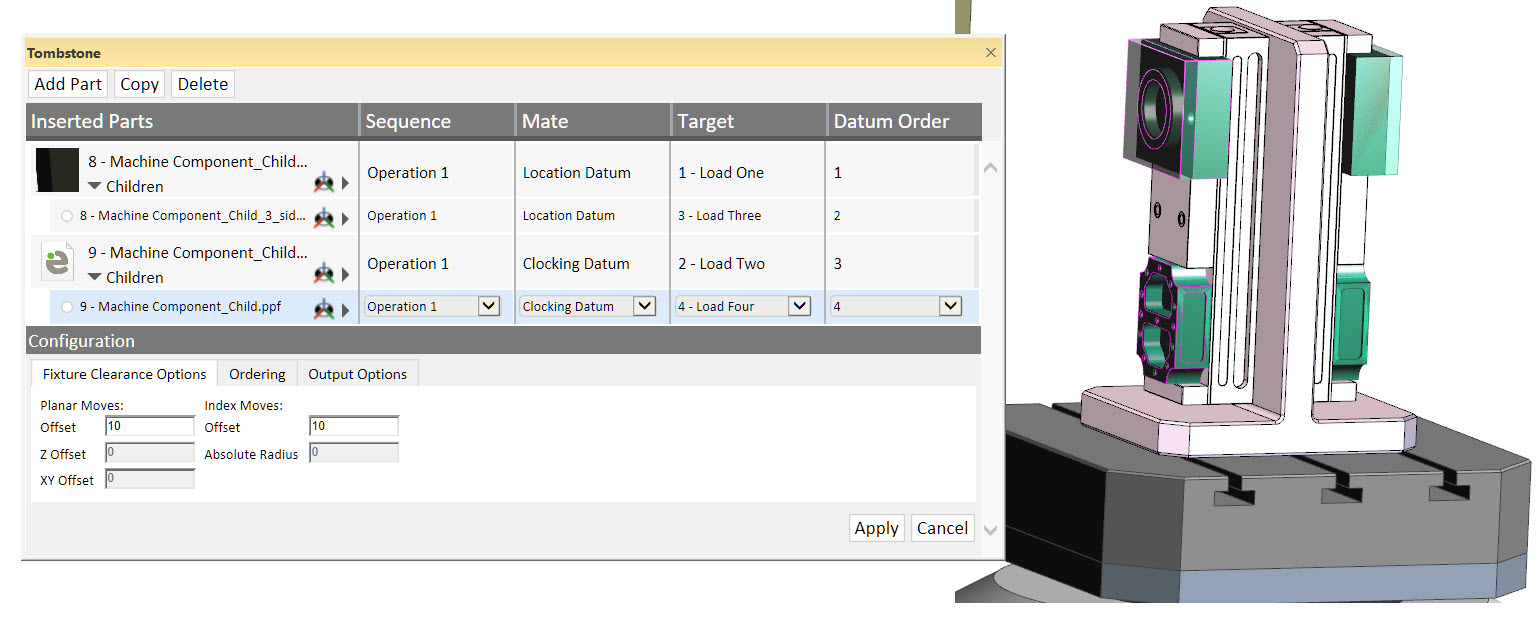
Az Edgecam új, 2017 R1 verziójában megjelent egy Felfogó-tömb modul, amely lehetőséget nyújt az előkészített alkatrészek előre definiált felfogó készüléken történő elhelyezésére.
A felhasználók egy egyszerű párbeszédablakban, a rögzítési pozíciót megadva adhatják hozzá az előzőleg leprogramozott alkatrészfájlokat a felfogó-tömbhöz vagy bármilyen többalkatrészes megfogó készülékhez. A hozzáadást követően az Edgecam automatikusan összevonja az összes megmunkáló programot és szerszámcsere vagy indexelés alapján ésszerűsíti azokat, valamint alprogramokkal optimalizálja az NC programot.
Ahogy John Buehler Edgecam márkamenedzser fogalmazott: „Ez az új funkció hatalmas időmegtakarítást eredményez, mivel az ügyfeleknek a jövőben nem kell manuálisan végrehajtani a felfogó-tömb betöltését, az alkatrészek beszúrását és a megmunkálási utasítások összevonását, ésszerűsítését.”
Közel 50 új és továbbfejlesztett funkció érhető el az Edgecam 2017 R1-ben, amelyek kiterjednek az esztergálás, marás, huzalos szikraforgácsolás, szerszámgép- konfiguráció területére és a felhasználói élményre is.
Az újdonságok között az Edgecam Kódvarázsló két nagyon jelentős fejlesztést is tartalmaz az esztergagép konfigurációk tekintetében. A Revolvertípus megadására a Kódvarázsló már támogatja a kiterített szerszámozást is. Ennél a szerszámozás-típusnál a szerszámok egymás mellett helyezkednek el az X, az Y vagy a Z-tengely mentén.
„Ezt az elrendezést jellemzően a hosszeszterga típusú szerszámgépeken alkalmazzák, de néhány egyéb, normál felépítésű esztergatípuson is előfordul.” Mind a sugár-, mind a tengelyirányban rögzített szerszámok támogatottak egy- és kétorsós környezetben is.
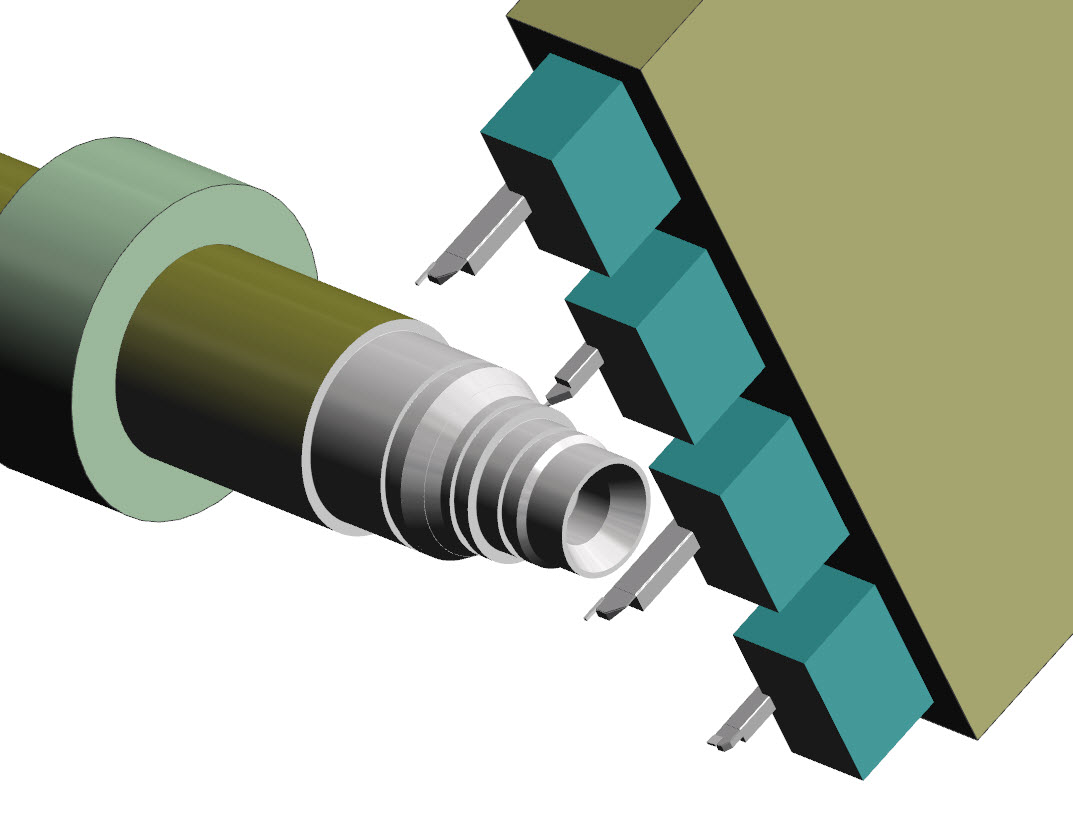
A másik új funkció a tengelyirányban mozgó főorsó vagy rúdanyag, ami támogatja azokat a szerszámgépeket, ahol a szerszám áll, és a rúdanyag mozog ki és be a tokmányból vagy a patronból. „Ez is a hosszeszterga típusú szerszámgépekre jellemző” – mondta John Buehler.
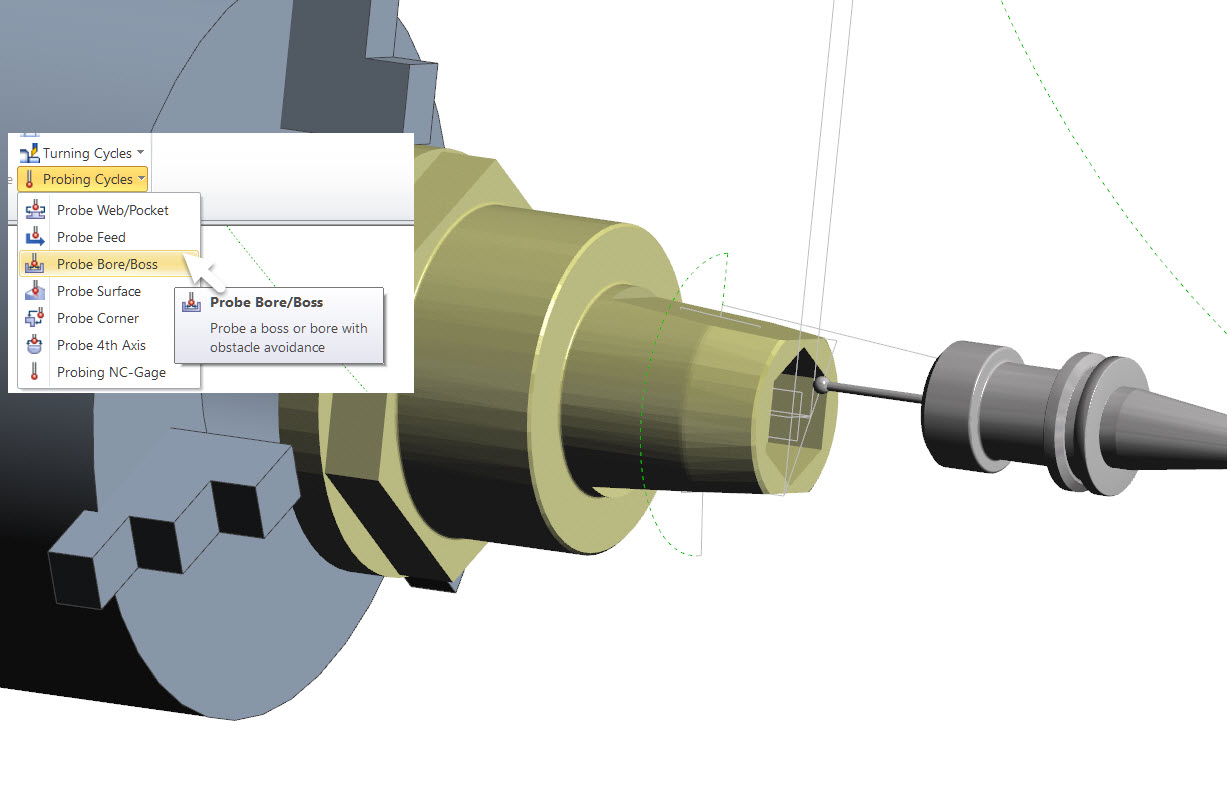
A marási környezetben évekkel ezelőtt bevezetett bemérés-támogatás az Edgecam legújabb verziójában az esztergálási, illetve a maró/esztergáló környezetben is bevezetésre került. A Renishaw és az m & h bemérő ciklusok is támogatottak, továbbá megjelent egy új Bemérő kategória a Szerszámtárban. A felhasználók hét különböző bemérő utasítást használhatnak, és ezeket a szerszámgép-szimuláció is teljes körűen támogatja.
A számos háttérfejlesztés nem csupán a testmodelleken történő elemkiválasztást és kijelölést fejlesztette, hanem sebességnövekedést eredményezett, és az alkatrészfájl-módosításokra
is pozitív hatással van. Ezt az Edgecam saját grafikai motorjának fejlesztése eredményezte és a frissítés OpenGL 3.3 technológiára.
A Készülékfrissítés utasítás is továbbfejlesztésre került annak érdekében, hogy támogassa az optimalizált beforgató mozgásokat. „Korábban a felhasználóknak ki kellett választani egy, az egész megmunkálóprogramra érvényes biztonságos forgatási pozíciót. Az Edgecam 2017 R1 szükségtelenné teszi ezt a lépést azáltal, hogy minden forgómozgásra automatikus ütközésvizsgálatot végez az előgyártmánnyal és a készülékkel, valamint szükség esetén korrigálja ezen mozgásokat.”
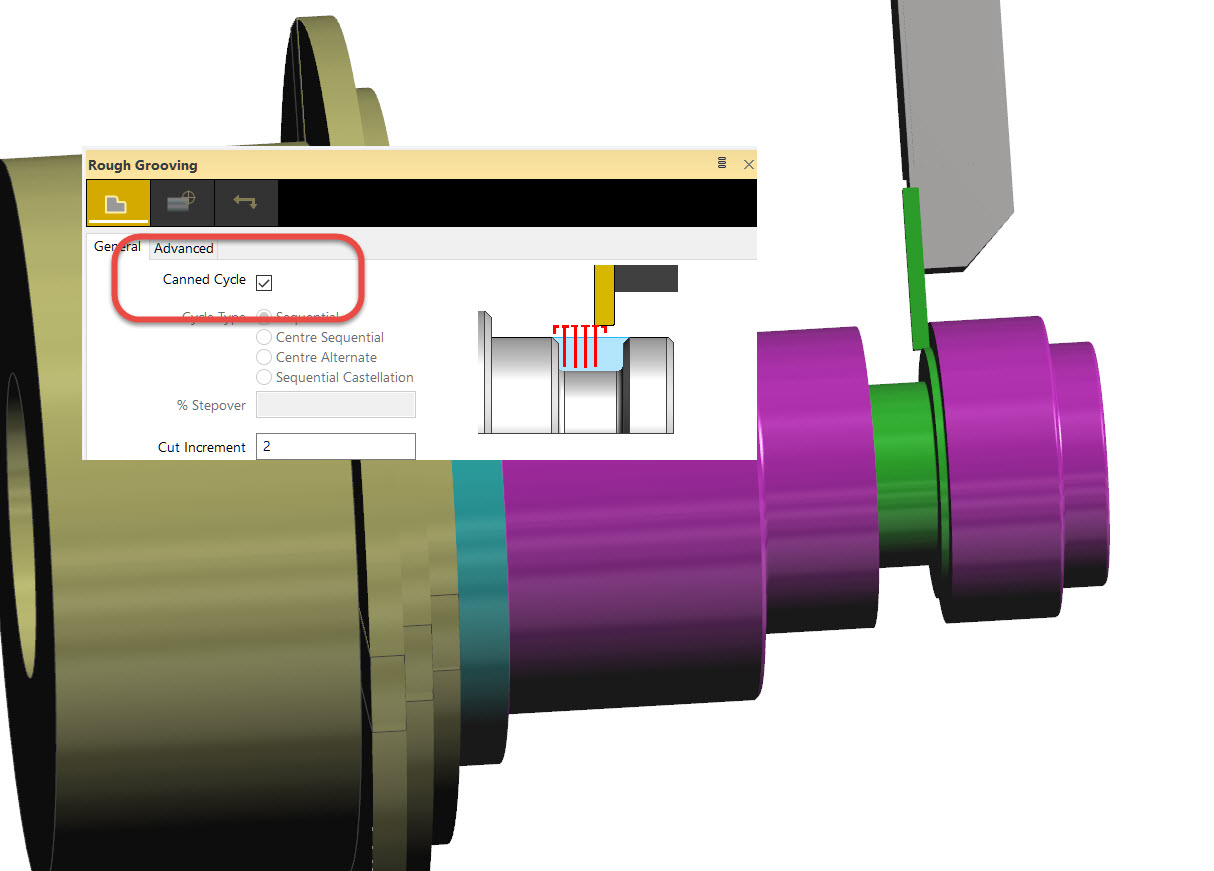
További fejlesztések történtek a Nagyoló beszúrás ciklusban…,így most már az támogatja a vezérlők belső ciklusát egy Belső-ciklus opció bevezetésével. Az Esztergálási környezet további fejlesztéseként a legtöbb ciklusdefiniáló ablak tartalmazza a beállítások funkcióit magyarázó ábrákat, ami John Buehler elmondása szerint a kezdő és a rendszert ritkán használó felhasználók számára kimondottan
hasznos.
A több alkatrésszel dolgozó felhasználók jelentős előnyhöz jutnak az Alkatrész beszúrás utasítás két új funkciójának köszönhetően. „Most lehetőség van kiválasztott megmunkáló programok beszúrására egy fájlból, míg korábban egy fájlt csak az összes programmal együtt lehetett beszúrni, amelyek az egyes beállításokban nem voltak szükségesek.” Továbbá a KKR nullpont most egy egyszerű legördülő menüből kiválasztható. Az új verzió három speciális fejlesztést is tartalmaz a huzalszikra felhasználók számára – pályatranszformálást, Fanuc technológiát és Drótváz alaksajátosság keresőt.
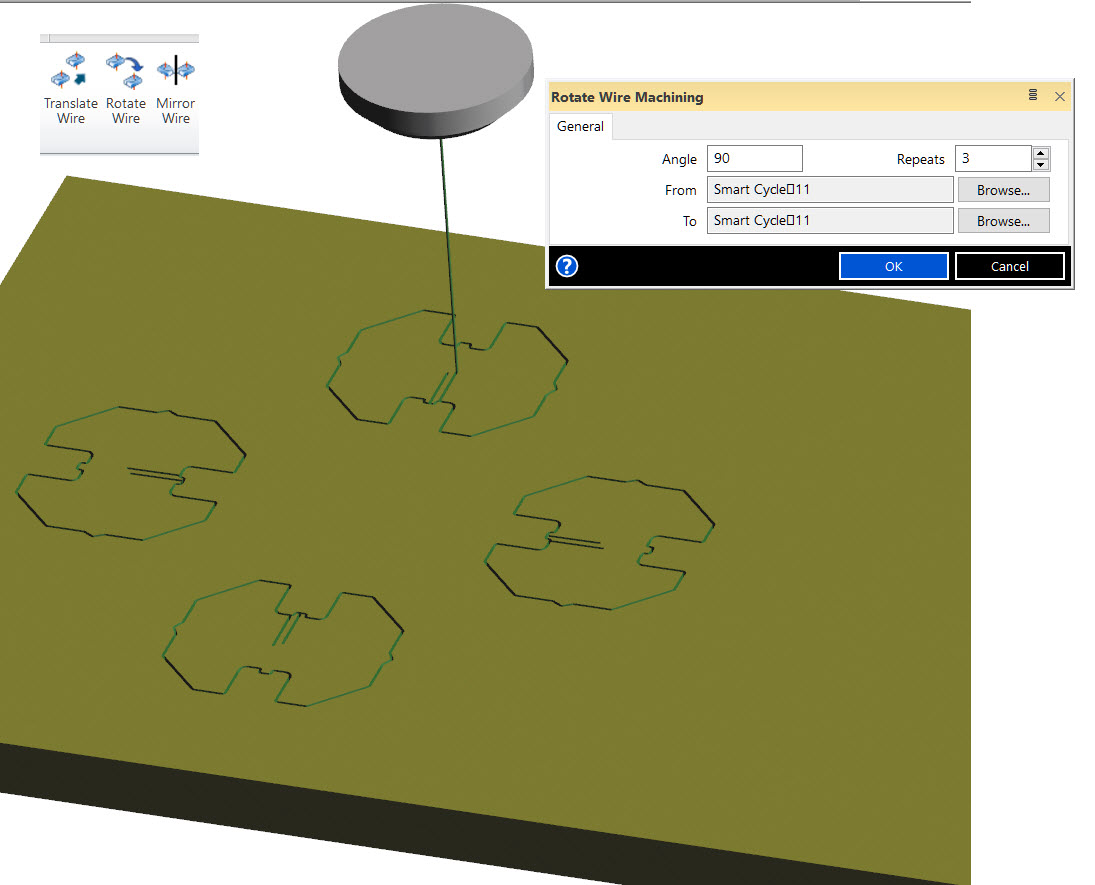
Az előző verzióban vezették be a Transzformálás utasítást, ami pályaeltolásra nyújtott lehetőséget, és a legújabb verzió kibővítette ezt két jelentős időmegtakarítást lehetővé tévő utasítással, a Forgatással és a Tükrözéssel, amelyek támogatják az alprogramokat is. Az új verzió támogatja a Fanuc a-C600Ia technológiai tábláit is.
Az új Drótváz alaksajátosság kereső utasítás a 2D/3D drótváz CAD adatokon dolgozó felhasználók számára készült.
Kiváltja a korábbi láncolt és ferdefalú profil utasításokat, egyszerűbbé téve a munkát a bonyolult profilformákkal. Most már nem feltétlenül szükséges előgyártmányt létrehozni a Szimuláció futtatásához. A Beállítások között megjelenő új utasítás lehetővé teszi az előgyártmány automatikus létrehozásának beállítását. Amikor a rendszer érzékeli az előgyártmány hiányát, lemásolja az alkatrész testmodelljét és beállítja azt előgyártmányként. „Ez jelentős időmegtakarítás nyújt, amikor a felhasználó csak egy simítóciklust kíván ellenőrizni vagy Bemérő ciklusokat programoz.”
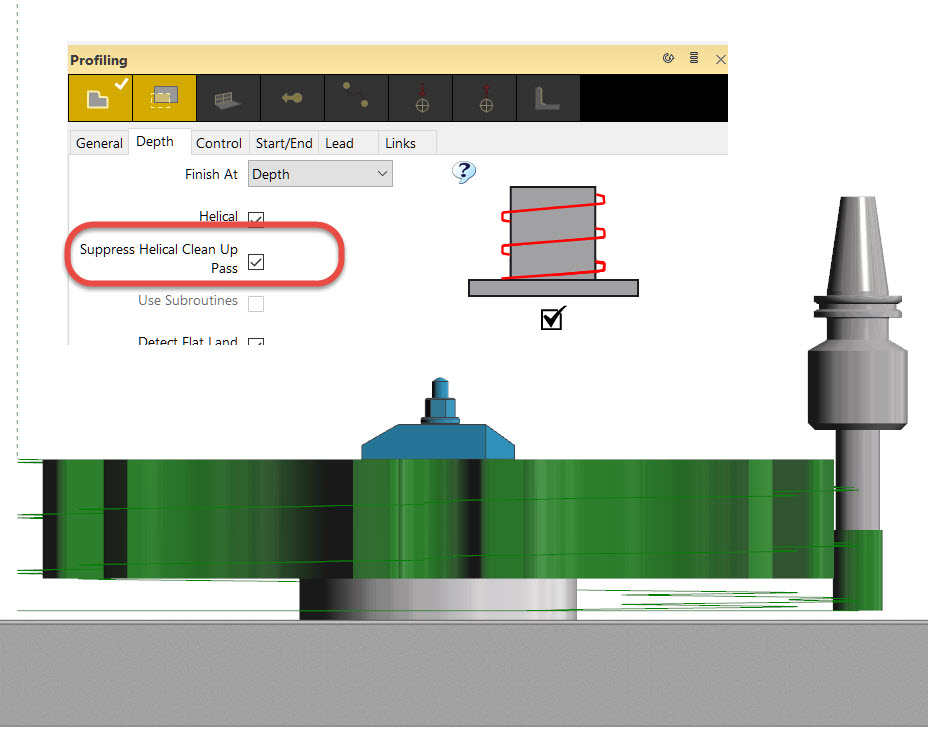
Három új funkció is bekerült a Profilozás ciklusba. A láncolás oldalon megjelenő Fogásvételi távolságtartás nagyobb kontrollt biztosít a szerszám pozíciójára a fogások között. A Spirális
funkció új opcióval bővült az utolsó kitisztító fogás elhagyásához. Az Összetett fogások ráhagyás opciója megadja a fogások irányát. Így az Összetett fogásokat most már lehetséges mind mélységirányú, mind oldalirányú fogásonként is végrehajtani.
Számos új funkció került be a Workflow és a Tervezőtábla automatikus megmunkálási utasításai közé, amelyek gyorsabb pályagenerálást eredményeznek. A stratégiák az esztergálási környezetben most már mind a fő-, mind a segédorsóra alkalmazhatóak, nem csak a főorsóra. Ez azt jelenti, hogy a stratégiák támogatják az Orsó beállítás utasítást a munkadarab átadásához a fő- és a segédorsó között. Az Opciók párbeszédablakban bevezetett Furatsimítási mód beállítás lehetővé teszi a Dörzsárazás vagy Kiesztergálás megadását a furat alaksajátosságok simításra a furat pontossági tulajdonságainak megfelelően. Az új, aktuális szerszám alkalmazása opció az Alaksajátosság megmunkálása beállításaiban biztosítja, hogy a stratégia a korábban már kiválasztott eszterga- vagy marószerszámot alkalmazza.
A környezet beállítások bekerültek a Beállítás ablakba, és esztergálási környezetben is bekerült a Forgatásvezérlő kerék a Dinamikus KKR készítésbe. John Buehler elmondása szerint ezek egyszerű kezelhetőséget segítő fejlesztések. „Az esztergálási környezetet használó felhasználók tudják, hogy a KKR mutató itt sokkal egyszerűbb, csak az X és Z iránymutatókat tartalmazza. Az új mutató használható az alkatrész dinamikus mozgatására és forgatására is. A Beállítás ablak két különálló panelre lett bontva. A Környezet megjeleníti a megmunkálási környezet- és az anyaginformációt, a Beállítás pedig a nullpontot és a pozicionálást tartalmazza. Több alkatrész alkalmazása esetén a Beállítás ablak külön kezeli a testmodelleket, és automatikusan egy új KKR nullpontot ad mindegyikhez, ami azt jelenti, hogy az egyes testek nullpontjai függetlenül vizsgálhatóak és módosíthatóak.”
A jövőben már az eszterga és maró/esztergáló gépeken sem kell manuálisan programozni a Gyorsjárat szerszámcserére és Gyorsjárat Hazaállásra utasításokat, mivel ezek automatikus
alkalmazása már itt is bekapcsolható.
És végül egy új, Elhelyezési pozíció opció lett hozzáadva a KKR készítése utasításához, kijelölve a megmunkáló program nullpontjait, valamint a Szerszámgép pozíciót, ahová az alkatrész elhelyezésre kerül. Ennek a funkciónak a legfontosabb előnye a szükségtelen KKR nullpontok elrejtése a Beszúrás és az Indexelés utasításban vagy az új Felfogó-tömb funkcióban.
Olvassa el a legfrissebb Plm Hírmondó további cikkeit is!