Radan: kontúrvágás, ahogy mi szeretnénk

Különböző kontúrvágó technológiák (lézer-, víz-, plazma-, lángvágás stb.) különböző vágási stílusokat igényelnek. Egy fajta technológián belül ezek a stílusok változnak anyagminőség és -vastagság függvényében, sőt még a vágott kontúr irány- és méretváltozása is más-más vágási stílus alkalmazását igényelheti. Ezeken a technológiai feltételeken kívül természetesen még szóba jöhetnek azok az egyedi igények, amelyeket a mi vagy a megrendelő támaszt a szerszámpályával szemben.
A bevezetésben felsorolt több változóból is érezhető, hogy a választott CAM programnak – amivel a kontúrvágó gépet programozzuk – nagyon sok testreszabási lehetőséget kell biztosítania a szerszámpályák készítésekor, hogy ezeket az igényeket a lehető legjobban kielégítse. A Radan lemeztechnológiai CAD/CAM megoldás több lehetőséget is biztosít, hogy felhasználói a lehető legtöbb felmerülő igényre megfelelő szerszámpályát tudjanak készíteni, és az sem utolsó szempont, hogy mindezt úgy teszi, hogy az alkatrészek szerszámozása automatikusan történik, kézi beavatkozás nélkül. Az automatikus szerszámozás első lépcsője az úgynevezett „Szabályok és Stílusok” beállítása. Itt lehet meghatározni, hogy egyes kontúrméreteket (pl. kis, közepes, nagy kontúr) és irányokat (külső vagy belső kontúr) milyen teljesítménnyel akarjuk vágni. Minden létrehozott vágási szabályhoz több különböző rá- és leállást, valamint tartóhíd stílusokat tudunk létrehozni.
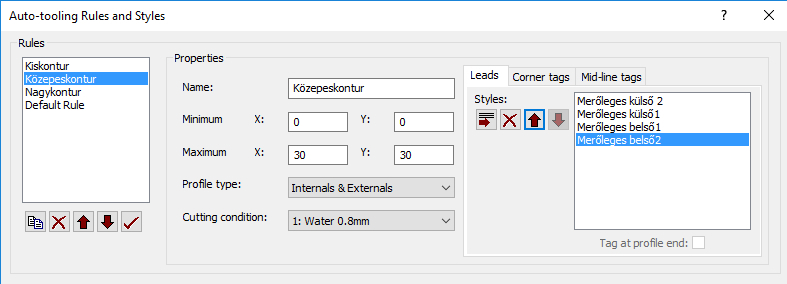
A rá-, leállásoknál választható, hogy érintőleges, merőleges vagy egyéb szögben történjen-e a kontúrkezdés és -befejezés, valamint hogy az alkatrész melyik részén történjen mindez.
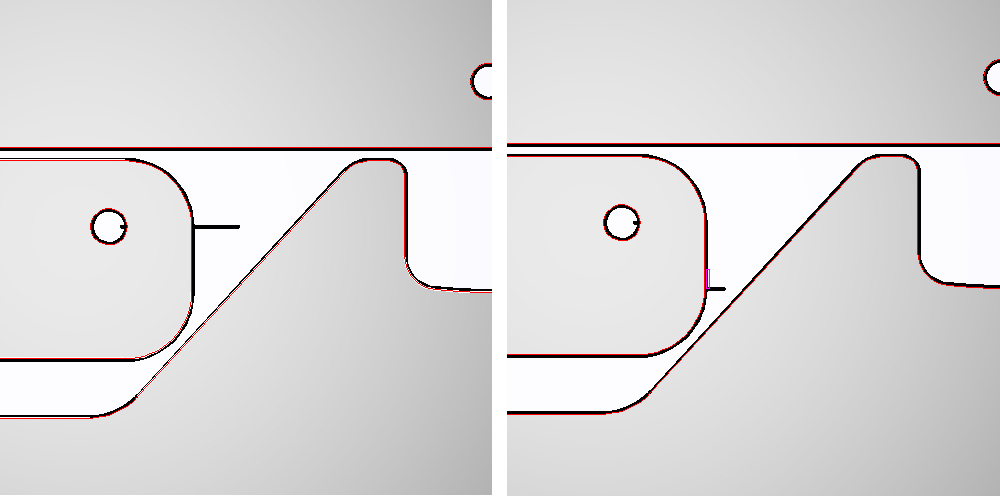
Egy fontos beállítható paraméter a rá-, leállási szakasz minimális hossza, amelyet akkor alkalmaz a Radan , hogy ha az általunk megadott alapértelmezett értékekkel nem tudja a ráállást a kontúron sehol sem elhelyezni. Ilyenkor elkezdi csökkenteni a szakaszok hosszát, és csak akkor lép a következő stílusra, ha a minimális értéket elérve sem tudta a rá-, illetve leállást elhelyezni. Az alábbi képen is látható, ha a ráállást közelebb helyezzük a másik kontúrhoz, a stílusa nem változik, viszont a ráállási hossz automatikusan közelít a minimális érték felé.
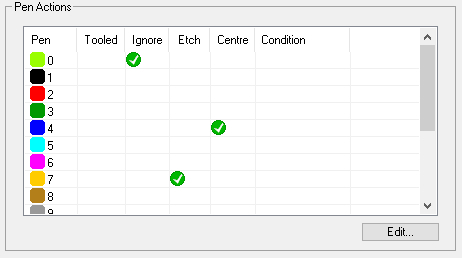
Az eddig leírt szabályok és stílusok a kontúrok méretét és alakját veszik fi gyelembe, ezen felül lehetőségünk van egyes színekhez is vágási módszereket hozzárendelni. Ez tulajdonképpen a testreszabhatóság második lépcsője, amikor a kontúr színe határozza meg, hogy milyen típusú szerszámpályát fog a Radan készíteni. Így a gravírozás, vonalon vágás vagy bármilyen egyéb speciális technológia vagy vágási teljesítmény hozzáköthető a megadott színű kontúrokhoz.
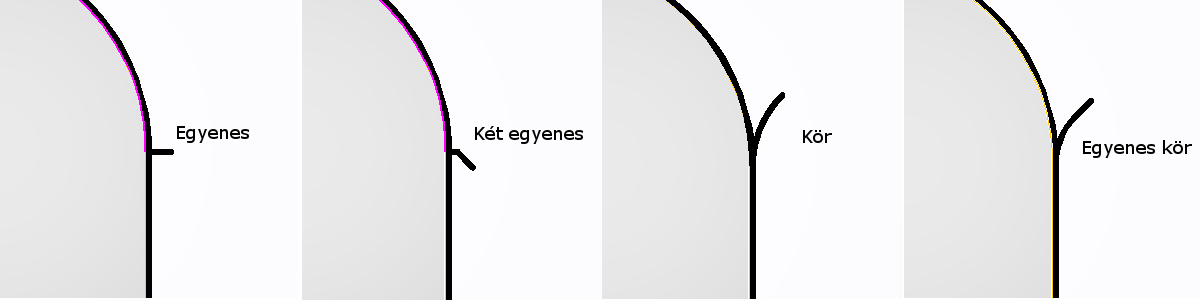
Maga a kezdés és befejezés történhet egy egyenes, két egyenes, kör vagy egyenes és kör mentén. Minden szakasz hosszát és a szakasz vágási teljesítményét is tudjuk szabályozni.
Ezzel a beállítási lehetőséggel el tudjuk érni akár, hogy a ráállás első szakaszán lassabban haladjunk, mint a kontúrvágás többi szakaszában. Ezekből a stílusokból többet is létrehozhatunk és hozzárendelhetünk egy vágási szabályhoz, ilyenkor a hozzárendelés sorrendjének megfelelően próbálja a Radan alkalmazni őket. Ha az elsőt nem tudja az adott kontúrra használni, akkor próbálkozik a következő megoldással, és így tovább.
Minden beállítás elmenthető az úgynevezett gyártási adatbázisba, így a Radan „megtanítható”, hogy milyen anyagminőség esetén milyen szabályokat alkalmazzon. Ezekkel a beállításokkal a kontúrvágások teljesen személyre szabhatók, és csak a felhasználón múlik, hogy az alap stílusokat hány és milyen saját szabállyal egészíti ki, hogy a kontúrvágás tényleg úgy történjen, ahogy mi szeretnénk.
Olvassa el a legfrissebb PLM Hírmondó további cikkeit is!

Közösségi oldalak
